全國(guó)咨詢熱線:156-5316-8000
<fieldset id="og8ew"></fieldset>
<fieldset id="og8ew"></fieldset>



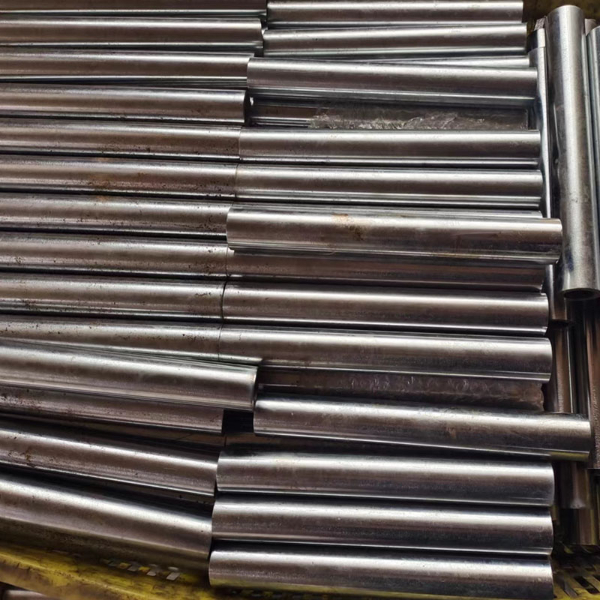

鍍硬鉻鋼管廠家對(duì)耐磨硬度的提高
鍍硬鉻是鍍硬鉻工藝。是在各種基體表面鍍一層較厚的鉻鍍層,它的厚度一般在20μm以上,利用鉻的特性提高零件的硬度、耐磨、耐溫和耐蝕等性能。
鍍硬鉻鋼管廠家是一種傳統(tǒng)的表面電鍍技術(shù),已經(jīng)應(yīng)用長(zhǎng)達(dá)70多年。鍍鉻層硬度高、耐磨、耐蝕并能長(zhǎng)期保持表面光亮且工藝相對(duì)比較簡(jiǎn)單,成本較低。長(zhǎng)期以來(lái),鉻鍍層除了作為裝飾涂層外,還廣泛作為機(jī)械零部件的耐磨和耐蝕涂層。電鍍硬鉻鍍層技術(shù)常常用來(lái)修復(fù)破損部件。
但電鍍硬鉻工藝會(huì)導(dǎo)致嚴(yán)重的環(huán)境問(wèn)題,鍍鉻工藝使用的鉻酸溶液,會(huì)產(chǎn)生含鉻酸霧和廢水,而且還有其它一些缺點(diǎn),如:硬度一般為800~900HV,硬度比一些陶瓷和金屬陶瓷材料低,且硬度還會(huì)隨溫度升高而降低;鍍鉻層存在微裂紋,不可避免產(chǎn)生穿透性裂紋,導(dǎo)致腐蝕介質(zhì)從表面滲透至界面而腐蝕基體,造成鍍層表面出現(xiàn)銹斑甚至剝落;電鍍工藝沉積速度慢,鍍0.2~0.3mm厚的鍍層往往需要2~3個(gè)班的時(shí)間,也不利于厚鍍層的應(yīng)用。
因此,研究領(lǐng)域一直努力尋找替代電鍍硬鉻的新工藝。已出現(xiàn)許多新工藝并得到應(yīng)用和發(fā)展 [1] 。
電鍍時(shí)間影響編輯 播報(bào)
單層鉻鍍層只有達(dá)到相當(dāng)厚度時(shí),才具有較好的耐腐蝕性。不過(guò),當(dāng)鉻鍍層厚度達(dá)到65μm 以上時(shí),再增加厚度并不會(huì)進(jìn)一步改善其耐蝕性能。一般來(lái)說(shuō),電鍍時(shí)間對(duì)硬鉻層厚度的影響很大,而電鍍時(shí)間的選擇,取決于鍍液主鹽濃度、溫度、電流等工藝條件。
在實(shí)際的電鍍生產(chǎn)過(guò)程中,為精確控制鍍鉻層厚度,改善外圓鍍鉻零件的鍍層均勻性,常采用筒形電鍍陽(yáng)極,并在電鍍過(guò)程中定時(shí)對(duì)合金鋼零件進(jìn)行翻面和調(diào)換位置,以保證獲得的鍍硬鉻層均勻、細(xì)致。
鍍硬鉻鋼管廠家 http://www.oogbvhxz.cn/
Copyright ? 山東永盛達(dá)鋼材有限公司 魯ICP備2023022812號(hào)-3
